一、內結合強度簡介
內結合強度也叫層間結合強度,是在試驗條件下,使試樣分層所需的平均勢能,也就是試樣分層前的勢能與分層后的剩余能量之差,單位為J/m2。內結合強度對于紙張和紙板的質量控制至關重要。內結合強度過低,在印刷、制盒時可能會出現分層現象,影響用戶使用。過高的內結合強度會給加工帶來難度,同時加大了公司的成本。國外產品的層間結合強度普遍低于國內產品。但客戶使用時反映國外產品雖然內結合強度低,但壓痕飽滿。內結合強度達到一定值就不會影響使用,從節約資源的角度考慮,內結合強度達到一定值不影響使用是最合理的。
內結合強度有兩種檢測方法:一種是scott型,對應標準GB/T 26203-2023《紙和紙板 內結合強度的測定(Scott型)》;另外一種是Z向抗張強型,對應標準GB/T 31110-2014 《紙和紙板Z向抗張強度的測定》。
Scott型的檢測方法最常用,新標準GB/T 2603-2023是對GB/T 26203-2010的修改和升級,預計將在2024年4月1日開始實施。此標準同樣規定了紙和紙板內結合強度的測定方法,并且采用了ISO國際標準:ISO 16260:2016。新標準適用于單層或多層紙和紙板,包括涂布紙和表面覆有聚合物膜的紙和紙板。不適用于手抄紙和低定量、多孔、柔軟或低密度的紙和紙板,因為可能會使相當量的膠帶膠黏劑滲入紙頁內部,造成潛在的膠帶之間的結合力。
我國采用國際單位,國際單位為焦耳每平方米(J/m2),英制單位為英尺磅力每平方英寸(ft.lbf/in2),他們之間的換算關系如下:
2 1 J/m2=0.00047619 ft·lbf/in2
2 1 ft.lbf/in2=2104.5 J/m2
二、參考方法標準
GB/T 26203、ISO 16260、TAPPI T-569
三、檢測原理
雙面膠-試樣-雙面膠的組合形成一個夾層結構,該夾層被壓在一個金屬平砧和一個金屬平砧之間。用擺錘撞擊金屬平砧上部的內表面,使金屬平砧翻轉,并在Z向破壞試樣。通過測定擺動的最高位置來計算試樣被破壞過程中吸收的能量。內結合強度的測定儀是為了檢測將單層或多層纖維分開需要克服的抗拒力,她經常用來探討紙頁或紙板的分層問題。
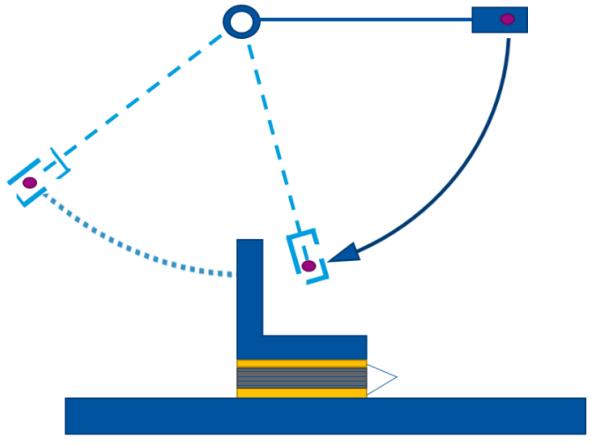
圖1 擺錘與金屬平砧撞擊示意圖
四、檢測設備
內結合強度測定儀、制樣器、取樣器、小刀、雙面膠。
內結合強度測定儀如圖2所示,它包括裝在底座上的擺,擺動軸裝在球或類似低摩擦軸承的兩點上,擺的重心距離軸的中心線(127.0士0.6)mm,擺從水平位置開始至少可自由旋轉180°,擺上的撞擊球應在豎直方向時撞擊金屬平砧;一個鎖緊裝置,可將擺固定在水平位置上,并能滿足擺瞬間釋放的需要;試樣組件,一個固定的金屬平砧和一個可分離的直角金屬平砧(在橫截面上呈直角);機械式或電子式記錄裝置,當擺被釋放,并擺過垂直位置時,記錄擺動的最高位置。儀器的測量范圍應為0J/m2~525J/m2。
制樣器:可以一次壓制出5個25.4mm×25.4mm的試樣,試樣的最大厚度為1.25mm。
取樣器:可裁切出 25.4mm寬的試樣,且試樣兩側邊的平行度應不超過 0.1mm,其長度應滿足試樣制備臺的需要。
小刀:用于分離5個試樣,以獲得整齊的邊緣。
雙面膠:寬度為(25.4±0.08)mm,粘在一張起皺的離型紙上。雙面膠對不銹鋼的黏附力應至少為486N/m,標稱厚度應為0.13 mm。
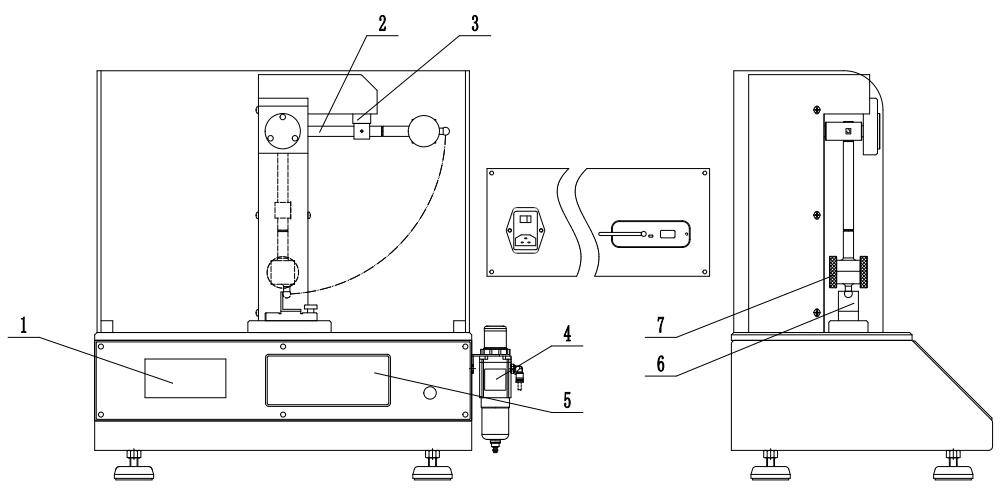
1-打印機 2-擺 3-鎖緊裝置 4-調壓閥 5-顯示屏 6-金屬平砧 7-配重塊
圖2 PN-IBTF 內結合強度測定儀
五、測試過程
1. 試樣采取和處理
試樣的采取按GB/T 450的規定進行;試樣的處理和試驗的標準大氣條件按GB/T 10739的規定進行。
2. 試樣制備
2.1 取樣
從經過恒溫恒濕處理的樣品中,用取樣器切取寬(25.4士0.1)mm、長140mm的試樣,同一方向的試樣至少5條。需保證試樣無變形或起皺,裁切過程中應避免接觸試樣的中部。
2.2 放金屬平砧
試驗前,應檢查金屬平砧,確保上面沒有膠粘劑和殘余纖維。試驗時,將金屬平砧按照序號放在制備臺的相應位置上,并使前面銷子上的定位孔和槽朝后。
2.3 拉出第1條雙面膠
拉出第一條雙面膠,平整地覆蓋在金屬平砧上,并多出25mm。
注意:如有褶皺、干燥點或明顯的膠黏劑松弛,這部分的雙面膠應舍棄不用。在導銷間仔細擺放,使雙面膠處于金屬平砧的脊的中間位置。放置過程中,在雙面膠上應施加輕微的張力,以避免雙面膠下出現氣泡。
2.4 放置試樣
將待測試樣準確地放置在第一條雙面膠上。
2.5 拉出第2條雙面膠
拉出第一條雙面膠,覆蓋試樣并至少多出25mm。
注意:再將第二條雙面膠準確地放置在試樣上時,應避免雙面膠在試樣的前后邊緣重疊。用小刀裁切雙面膠一試樣一雙面膠復合層。
2.6 放置金屬平砧
將裝有5個直角金屬平砧的固定裝置定位放好,使其垂直向前。
2.7 試樣加壓
對于氣動加壓裝置,按下“加壓”旋鈕并保持2s~3s,然后松開旋鈕。
2.8 分切試樣
小心打開并移走固定板,使金屬平砧粘在雙面膠-試樣一雙面膠復合層上,用小刀將5個試樣分離,應小心裁切,避免雙面膠重疊或缺口。
3. 測試
將擺錘置于初始位置,并鎖住。將試樣放在試樣臺上,按“測試”鍵,先鎖緊試樣再釋放擺錘破壞試樣,測試結束,屏幕顯示測試結果。

圖3 內結合強度測試設備
六、結果計算分析
檢查試樣上下面的破壞情況。若在試樣中間層附近出現分層、在任何平面上僅有纖維、多層破壞、帶有第二層的枕狀剝離或上下層帶有纖維塊的分離,就表明試驗結果是可接受的。相反地,若出現部分分層,試樣上整塊舌狀剝離、雙面膠間明顯結合,或任何類型的雙面膠穿透現象,均表明該試驗結果不滿足要求。若在破裂處的前部邊緣發生雙面膠-金屬剝離現象,則表明該試樣無效。
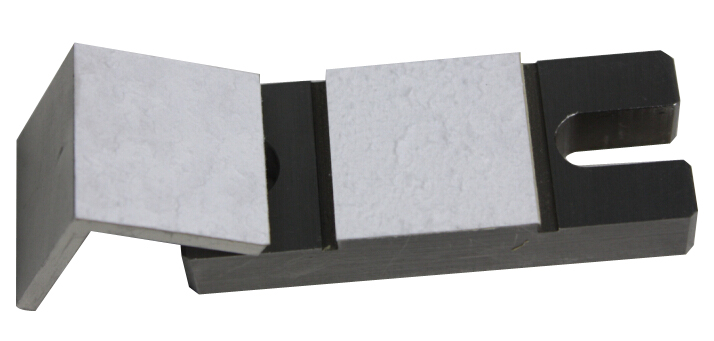
圖4 紙層分離后示意圖
在試樣的測試方向上應進行5次試驗。對于許多紙來說,縱向和橫向的試驗結果沒有明顯的差異,但是試驗方向應一致。
結果表示:取5次測試結果的算術平均值作為內結合強度的結果,以J/m2表示,保留三位有效數字;計算每個測試方向結果的標準偏差或變異系數,保留兩位有效數字。
七、可能的錯誤操作及誤差來源
7.1 可能的錯誤操作
7.1.1 開機直接測
本儀器屬于電子儀器,測量前要預熱30min以上。
7.1.2 儀器未調水平
儀器是否水平直接影響到試驗數據的準確性。試驗之前,一定要調水平。
7.1.3 制樣過程,將雙面膠與雙面膠粘在一起
應避免雙面膠在試樣的前后邊緣重疊,防止雙面膠與雙面膠連接,雙面膠連接會阻止試樣破壞,導致試驗結果無效。
7.1.4 制樣過程,雙面膠下出現氣泡
放置過程中,在雙面膠上應施加輕微的張力,以避免雙面膠下出現氣泡,導致測試結果偏低。
7.1.4 制樣過程,加壓時間過長或壓力過高
制樣時,夾持時間過長或加壓過高都會導致膠黏劑遷移到試樣上,從而使試驗結果無效。
7.1.5 制樣過程,金屬平砧未清潔或有劃痕
金屬平砧是測試關鍵部件,測試前先檢查表面是否平整,有沒有劃痕或缺邊。磨損和受污染的金屬平砧會使結果產生至少15%的誤差。測試結束后馬上將金屬平砧和金屬塊清理干凈。
7.2 主要誤差來源
7.2.1 膠帶的粘合強度
樣品制備過程中使用的不同品牌的膠帶會增加或減少測試結果。當鐘擺撞擊金屬平砧時,較低的膠帶粘合強度將吸收沖擊時的能量,并由于沖擊時的能量損失而產生較低的讀數。
7.2.2 膠帶的老化
如果測試膠帶已經老化并失去粘合力,則測試結果可能會下降。如果剝離強度隨著時間的推移而降低,請更換新膠帶。膠帶在6個月后開始失去剝離強度。在購買新膠帶時,可能還需要測量并記錄其剝離強度,以確保剝離強度與以前供應的膠帶一致。
7.2.3 擺錘檔位選擇不當
擺錘在撞擊試件時產生的能量影響試驗結果,測試同一等級的紙張使用量程較高或較低的擺錘會產生不同的測試結果,量程較高的擺錘測試結果偏高。
7.2.3 試樣的準備
在準備可再現試驗結果的試樣時,必須遵循適當的程序。在樣品持續階段,壓縮壓力和停留時間的變化會影響測試結果。避免用手指接觸紙張表面,如果可能的話,請戴上手套。正確定位試樣是必要的,以確保膠帶完全覆蓋紙張。
7.2.4 金屬平砧表面磨損
金屬平砧會隨著時間的推移而老化,并且應用膠帶的測試表面會磨損和劃傷。粗糙或刮傷的表面將具有較小的表面積和較少的膠粘合,這將導致較低的內結合強度。
7.2.5 取樣的影響
取樣的質量直接影響測試結果,取樣精度越高,測試數據更準確。
本文2024年2月,發表于《紙箱世界》雜志
